








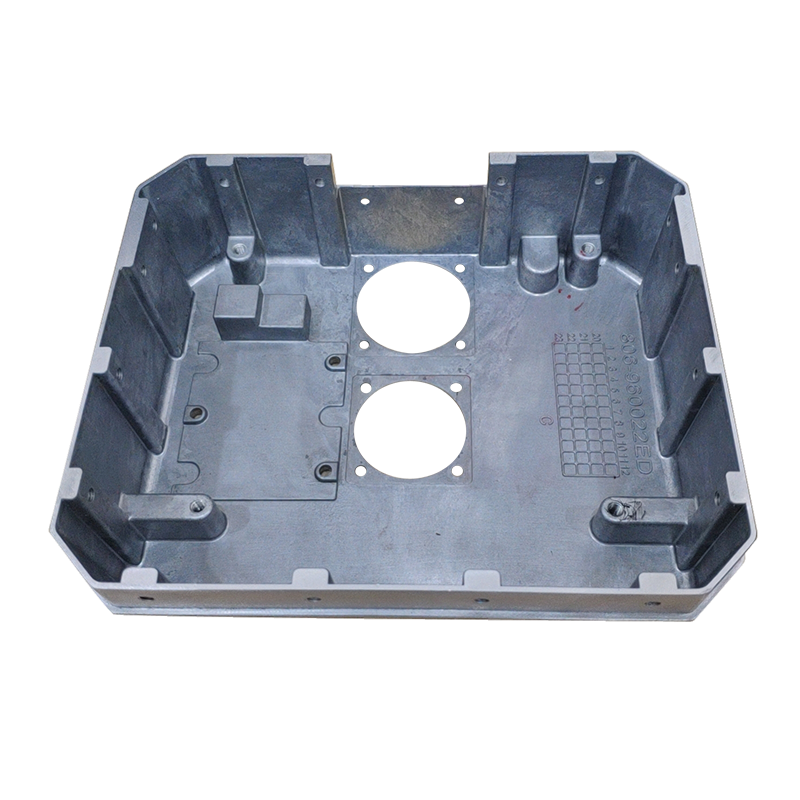
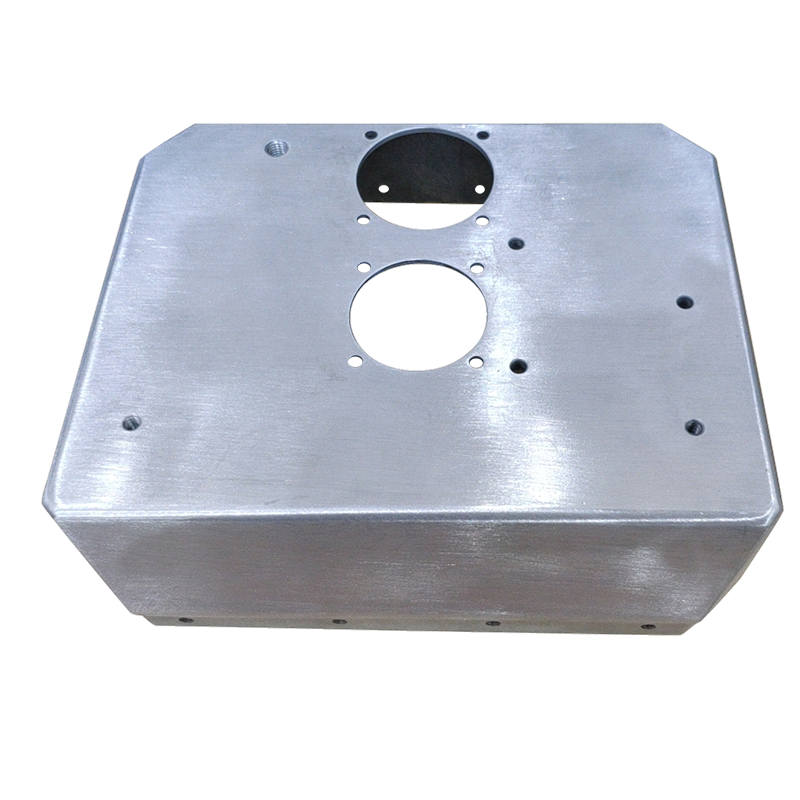
Алюмініевая адліўка задняй вечка электрычнай скрынкі
Тэхнічныя характарыстыкі
Kingrun Technology - ваш поўны пастаўшчык ліцця. Нашы паслугі ўключаюць:
Праектаванне і выраб прэс-формаў
Ліццё алюмінію пад ціскам ад 0,5 кг да 8 кг, максімальны памер 1000*800*500 мм
Апрацоўка адліўкі з выкарыстаннем найноўшага ЧПУ-станка
Апрацоўка паверхняў, у тым ліку выдаленне задзірын, паліроўка, гланцаванне, парашковае пакрыццё і г.д.
Зборка і ўпакоўка: кардонная скрынка, паддон, скрынка, драўляныя скрыні і г.д., настроеныя ў адпаведнасці з патрабаваннямі кліентаў.
Праекты Kingrun ахопліваюць шырокі і разнастайны дыяпазон, у тым ліку:
Тэлекамунікацыйныя прадукты 5G
Бытавая электроніка
Аўтамабільныя кампаненты
Асвятленне

Інструменты праектавання і мадэлявання
● PRO-E, Solid Works, UG або перакладчыкі па меры неабходнасці.
● Кансультацыі па дызайне адліўкі.
● Flow3D, Castflow, для мадэлявання патоку і тэмпературы.
● Прататыпаванне ў мяккіх формах або альтэрнатыўных працэсах ліцця.
● Аналіз і праектаванне літнікаў для аптымальнага патоку і ўласцівасцей
● Працэс унутранага агляду рашэнняў па праектаванні і планаванні.
● Выбар сплаву ў адпаведнасці з патрабаваннямі да ўласцівасцей.
● Праектаванне ў спалучэнні з патрабаваннямі да часткі маёмасці.
Кантроль гатовай прадукцыі
Праверце памеры штангенцыркулем, вышынёмірам і КІМ
100% цеплавое выпрабаванне на аўтаматычнай лініі цеплавых выпрабаванняў для забеспячэння прадукцыйнасці
Візуальны агляд праводзіцца для праверкі адсутнасці касметычных дэфектаў
Кліенту заўсёды прадастаўляюцца FAI, RoHS і SGS
Часта задаваныя пытанні аб працэсе ліцця пад ціскам
Што такое ліццё пад ціскам у халоднай камеры?
Тэмпература ў халоднай камеры адносіцца да адноснай тэмпературы механізму ўпырску. У працэсе халоднай камеры метал плавіцца ў знешняй печы і транспартуецца да механізму ўпырску, калі машына гатовая да адліўкі. Паколькі метал неабходна перадаць у механізм упырску, хуткасць вытворчасці звычайна ніжэйшая, чым пры працэсе з гарачай камерай. Алюмініевыя, медзь, некаторыя магніевыя і цынкавыя сплавы з высокім утрыманнем алюмінію вырабляюцца з дапамогай працэсу ліцця пад ціскам у халоднай камеры.
Якія добрыя практыкі праектавання для літых дэталяў?
• Таўшчыня сценкі – адліўкі пад ціскам маюць аднастайную таўшчыню сценкі.
• Асадка – Для вымання адліўкі з формы патрабуецца дастатковая асадка.
• Скругленні – Усе рэбры і куты павінны мець скругленне/радыус.
Катэгорыі прадуктаў
-
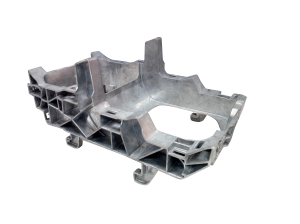
Алюмініевая аснова для ліцця пад высокім ціскам для аўта...
-

Літая падстава і вечка корпуса ODU з алюмінію
-

Алюмініевая аснова для падлакотнікаў высокага ціску...
-
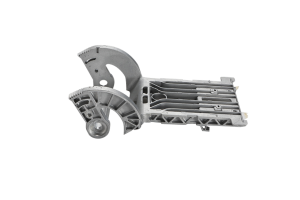
Ліццё падлакотніка з алюмінію для аўтамабіля са штангай...
-

Алюмініевая аснова і вечка з FEM для бесправадной мікрахвалевай печы
-

Алюмініевая аснова і вечка для вонкавага выкарыстання 5G...




